
产品中心
联系我们
Contact Us
苏州市兴威宝精密五金有限公司
地 址:苏州市吴中区木渎镇竹园路香榭商铺5-6号
联系电话:0512-66385584、66566668、66385670
传真:0512-66385667
联系人:宋先生 13913525393
联系人:付小姐 13616231183
<
>

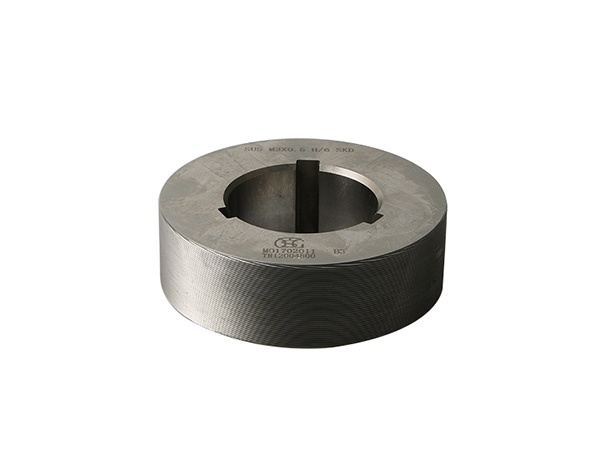


大宝滚牙轮
何为滚牙:
螺纹的滚造是利用金属的可塑性以2个或数个为一组的螺纹模型(螺纹滚造样板)之间隔内把素材运转而滚出牙型方法。
以滚牙方法能生产高精度而且不会发生不均齐的产品、因此一般都採用本方法
产品参数/ Product parameter
滚丝轮-现产品规格在全国市场销售量最多的有: A:两轴式滚丝轮,内孔标准54mm,外径127mm-160mm左右,滚制各种规格之螺丝,还有模数滚丝轮主要滚制电机轴、风扇轴、蜗杆等产品。 B:两轴式台湾机型专用(3T)滚丝轮内孔标准50.5mm,外径90mm-100mm左右,材质台湾进口SUS,滚制各种规格之螺丝,还有各种直纹、网纹滚丝轮等。 C:两轴式滚丝轮内孔标准40mm,外径120mm左右滚制各种轴芯及螺丝。 D:三轴式滚丝轮,内孔标准有13mm、18mm、20mm、22mm、25mm、25.4mm、35mm、40mm主要滚制空心管件、管用接头、美术灯管、灯饰管牙、弯管等等。 以上各种滚丝轮在市场上价格最优、质量最保证的生产商。本公司承接各种非标准齿形滚丝轮的产品业务,竭诚欢迎广大企业用户
滚丝轮是在滚丝机上利用金属塑性变形的方法滚压出螺纹的一种工具。
使用注意事项:
1、滚丝机床精度差,振动大,运转不正常下服役;2、滚丝模具对位不正,被滚压件发生轴向位移,牙纹受到剪切和挤压两种应力作用;
3、被滚压螺纹丝坯尺寸大小不均,表面未清理干净,有砂轮沫、氧化皮和污脏物;
4、被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
5、滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;
6、滚丝轮出厂前必须充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。
保管注意事项:
1、滚牙轮在运用完以后应该整理洁净丝扣中的铁销,避免下次运用时分形成咬齿。
2、滚牙轮长时间不用的情况下应该在表面涂一层油,防止和空气接触 氧化 造成尺度不精确。
3、滚牙轮在保管时应该分类放好,不要随意丢掉。
上一个:没有资料
下一个:没有资料
 苏公网安备32050602013417号
苏公网安备32050602013417号 